Water Jet Vs Laser Cutting Cost

Plasma Vs Waterjet Vs Laser Vs Oxy Jaymac Cnc Plasma Cutters

Advantages Of Waterjet Waterjet Vs Laser Cnc Plasma Edm Stamping

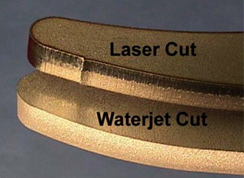
Laser Cutting Vs Waterjet Cutting

Cnc S Waterjet Laser Or Plasma Which Gives You Value For Money

Waterjet Cutting Vs Laser Cutting

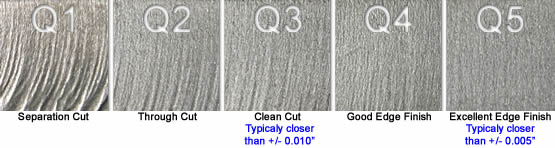
Waterjet Quality Vs Cost Mrc Waterjet Cutting

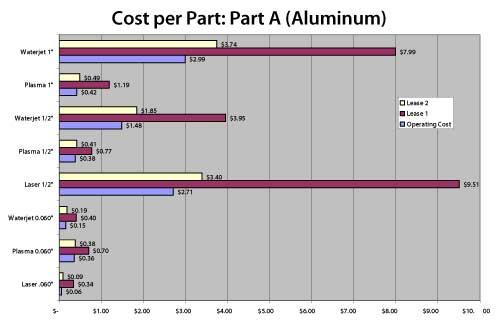
Waterjet is usually the most expensive to operate due to the need for consumable abrasives.
Water jet vs laser cutting cost. Waterjet cost factors operating costs. Co2 cnc laser tables can cost between 12 20 hr to operate. As for their processing tolerance it is of approximately 0 002 0 05 mm for laser cutting and 0 008 0 2 mm for water jet cutting. When cutting thin materials with laser very high cutting speeds can be achieved which can help to reduce the cost per part.
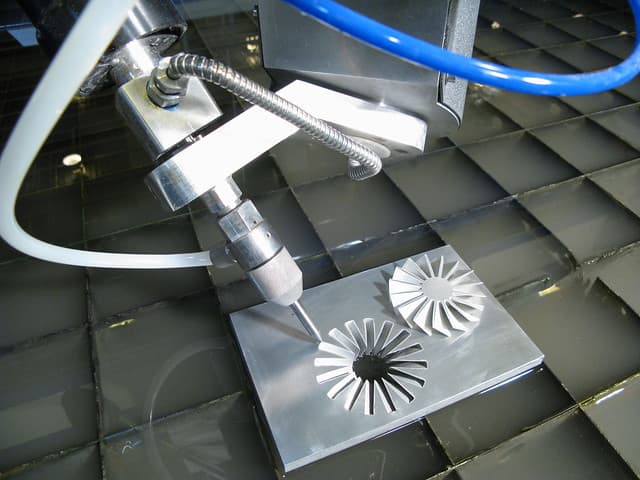
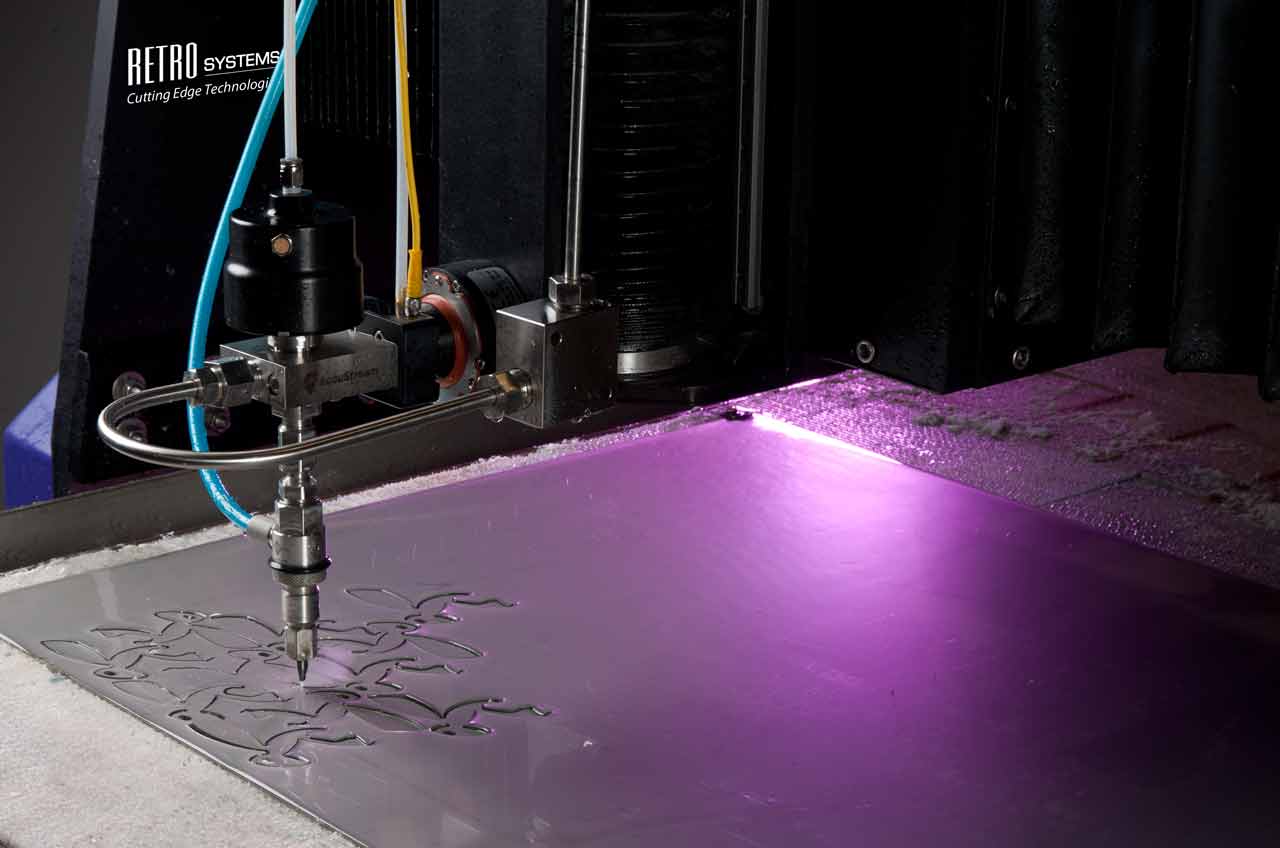
Depending on the pump capacity and cutting depth waterjet cutters cost between 20 40 hr to operate. Plasma is the most limited. Laser cutting for your custom metal project may be a perfect fit for our shop. Waterjet cutting is by far the most flexible of these 3 cutting processes because it can cut almost any material.
A laser cutter is more accurate than a water jet in most instances with a cut tolerance as little as 002. Laser cutting is much more precise than waterjet cutting. Laser cutters do well with materials that range between 0 12 and 0 4 in thickness and are commonly used to cut flat sheets of medium thickness. 4 laser cutting vs.
It can only cut conductive metals and is really only practical for mild steel stainless steel and aluminum. The choice of whether to use waterjet or laser for your next cutting job depends entirely on what your specifications are. Waterjet is both slow and costly to run making it the least productive system to operate. Because fixed tooling and fixturing are generally not required in either cutting process set up costs are minimal for both.
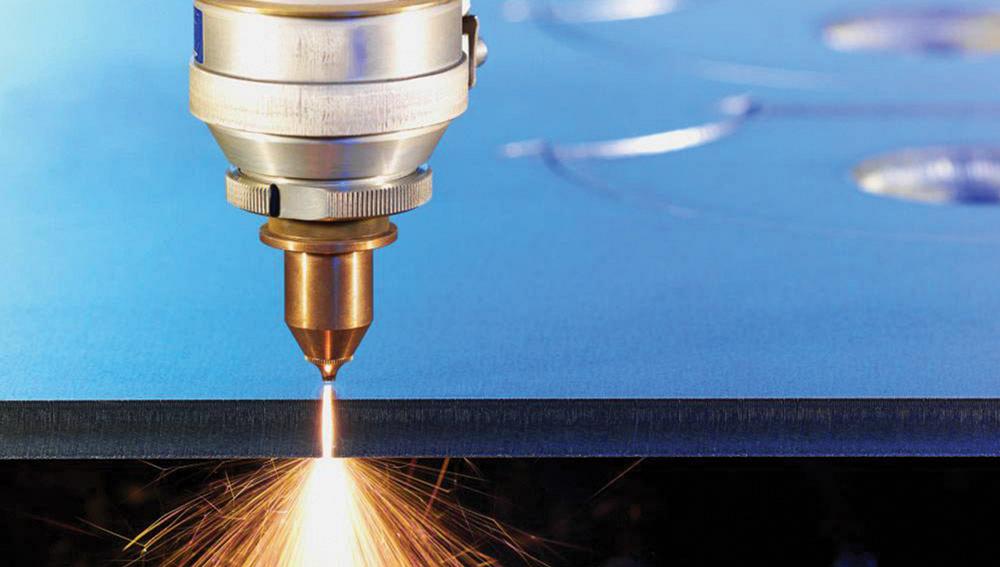
Fiber cnc laser tables can operate between 10 18 hr. Laser cutting involves the use of a laser to melt burn or vaporize material. The cutting path of a laser is much thinner than a water jet which can be a benefit when cutting tight geometry on small parts or when components need to be nested close together. When your job calls for metal custom laser cutting maximizes uptime while minimizing costs.
The laser can be static or move across the material. The minimum size of the cutting slit is 0 006 0 15 mm for laser cutting and 0 02 0 5 mm for waterjet. Such abrasives cost around 0 25 lb. During the process a focused beam of light is used for the cut.
However there is one clear winner when you compare laser cutting vs. Laser is limited to metalics some plastics and fiberglass some fabric. This method of processing is mostly used for stainless steels or steel metals up to 5 8 thick.

Laser Cutting Vs Waterjet Cost For Steel Sheet Metal
Making Sense Of Metal Cutting Technologies

Water Jet Cutting Vs Laser Cutting Other Metal Cutting Services

Plasma Cutter Vs Laser Cutter Vs Water Jet What You Need To Know

Cnc Sheet Cutting Comparison Water Jet Laser Punching Or Routing Nes Solutions

Custom Waterjet Vs Laser Cutting Fedtech

Metal Cutting Chart

Laser Cut Vs Waterjet Cut Vs Plasma Cut Vs Wire Cut The Ultimate Difference Machinemfg
Precision Cutting Solutions Advantages Of Waterjet

When Is It Appropriate To Use Laser Cutting Vs Waterjet Cutting

Waterjet Vs Laser Cost Effective Metal Prototyping Youtube
Pfc Manufacturing For Industry Bellingham Washington Steel Fabrication Water Jet Cutting

Sustainability And Waterjet Cutter Woodguide Org

Differences Between A Water Jet Cutter And Laser Jet Cutting Machine

Waterjet Basics Kmt Us Inc Kmt Waterjet Ppt Video Online Download
Waterjet Cutting Services Us Wide Delivery Fractory

Cutting Stainless Steel Sheets Methods Comparison Montanstahl

What Is The Cost Of A Laser Cutting Machine Fractory
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctjoj6kfh Tpaqflqjb X7zuhcv3iry8 Btpf32yi05pdsramlr Usqp Cau

What Materials Can Be Cut With A Waterjet

Mechanical Cutting Machines Vs Laser Milling Machines
The Advantages And Disadvantages Of Waterjet Cutting Ballard Machine Works

Laser Cut Gaskets Vs Waterjet Cut Gaskets Gasket Laser Cutting Stockwell Elastomerics

An Engineer S Guide To Waterjet Cutting Engineering Com
A Chase To The Cut

An Investigation On Co Axial Water Jet Assisted Fiber Laser Cutting Of Metal Sheets Sciencedirect
Cutting Carbon Fiber With A Waterjet Advantages And Disadvantages Elevated Materials

Pin On Outdoor Laser Cut Screens

Metal Fabrication Metal Fabrication Sheet Metal Fabrication Metal Shaping

Pdf Laser Glass Cutting Techniques A Review

What Is Waterjet Cutting Aquajet Services

Pushing The Envelope Of Liquid Jet Guided Laser Machining Applying Modern Ir Fiber Lasers

Performance Optimization Of Water Jet Assisted Underwater Laser Cutting Of Aisi 304 Stainless Steel Sheet Sciencedirect
More Waterjet Cutting Company Listings

Home Ameristar Laser Waterjet

Laser Cut Steel Osh Cut

Waterjet Cutting Of Knife Blanks Leading Edge Fab Montague Mi Leading Edge Fabricating Inc
Water Jet Guided Laser Cutting Technology An Overview Springerlink

Pin On Tools

Pin On Cnc Water Jet Cutting Machine

Industry Manufacturing Panosundaki Pin

Pin On Tools

Pin On Sheet Metal Cnc Fiber Laser Cutter Machine

